
在塑件注塑成型後,塑件從模具型腔中脫出,無論是採用單一的或多元件的頂出機構,其脫模工作一般都是一次性完成的。但有時由於塑件的特殊形狀或生產自動化的需要,在一次脫模工作完成後,塑件仍難以從型腔中取出或不能自動脫落,此時就必須再增加一次脫模動作才能使塑件脫落。脫模困難主要是因為澆口或塑件緊縮在模具內。其中的原因:
一設備方面:頂出力不夠。
二模具方面
(1)脫模結構不合理或位置不當。
(2)脫模斜度不夠。
(3)模溫過高或通氣不良。
(4)澆道壁或型腔表面粗糙。
(5)噴嘴與模具進料口吻合不服帖或噴嘴直徑大於進料口直徑。
作者: admin
想知道水冷電腦用的冷卻液是什麼成分?
實際成分為去離子水也叫超純水,主要特性為不導電。有顏色的是加了熒光液,熒光燈打上水冷液會發光,一般DIYER弄不到專門的水冷液可用蒸餾水或純淨水代替,還有用冷卻油的這個比較少見,因為對設備要求高,還有最奇葩的矽油冷卻,就是買好幾升矽油導入密封的魚缸李,然後把主機沉入裡面,。
有沒有有人知道甚麼是虛擬資料倉儲呢?
虛擬資料倉儲不另建特殊的資料庫,而是使用現有的資料庫,並輔助以一些特殊資料倉儲之軟.硬體工具,來進行有效資料處理.在實施虛擬資料倉儲之前,必須將各個會使用到的相關資料庫重新定義於一個共同的儲存室.當使用者提出特別的需求,資料倉儲工具即從可使用的資料中複製一份,重組格式,並且開啟一個暫存資料庫來追蹤使用者的特別需求.當其獲取需求的結果之後,暫存資料庫會被刪除,並釋放空間供其他需求使用.這種方法的缺點是在抓取資料以及格式重組的過程中會耗費許多時間.如果資料格式重組的結果不正確,那使用者需重複多次檢索後才能得到比較確切的答案.然而,一旦開啟暫存的資料庫,使用者將擁有獨佔的局部資料,這樣的回應時間比企業資料倉儲來的快.如果系統之效率因素不是使用者的重點,而使用者又能清楚定義其需求,其所需的資料也僅是初步的整合,虛擬資料倉儲將是最佳選擇.
大家知道常見的SMD有哪些種類嗎?有沒有比較推薦的廠商呢?
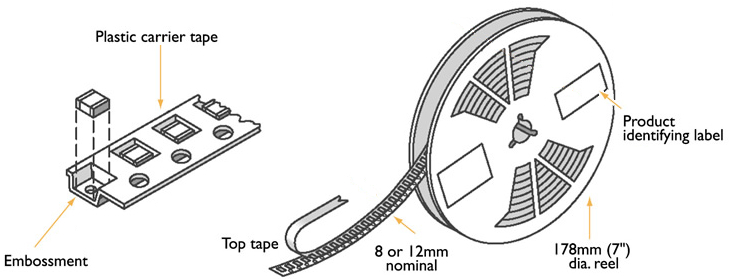
目前在電子產業上較常使用的SMD 類型與尺寸大小如下所述。晶片型元件 ( Chip Component ) 晶片型元件如電阻器、電容器等都是用數字來表示它的尺寸。常見的大小為 0201、0402、0603、0805、1206、1210 等。若以一顆 0805 型號的 Chip Capacitor or Resistor為例,它的實際外觀尺寸約 2mm 長、1mm 寬。 ii.二極管 ( Diode)或電晶體 ( Transistor ) 最常用的包裝型號有 SOT23、SOT89、SOT323 等名稱。
因應產業自動化需求,恩柏仕精密工業秉持著專業自動化技術精研,開發各式專用機器設備,朝高品質、低價位、人性化的發展方向,來服務客戶生產所需要,近年來更積極研發CCD視覺檢測系統設備、SMT自動化生產線及相關SMD包裝材料設備,我們也提供技術諮詢、設備規劃設計,為客戶專用生產設備需求努力。
有人可以告訴我空壓機的潤滑油要怎麼換嗎?

最近發現我車上的隔熱紙中間有浮起,該怎麼處理呢??

丁晴橡膠是一種什麼材質?今天在工廠工作時一直很好奇

丁腈橡膠是由丁二烯和丙烯腈經乳液聚合法制得的,丁腈橡膠主要採用低溫乳液聚合法生產,耐油性極好,耐磨性較高,耐熱性較好,粘接力強。其缺點是耐低溫性差、耐臭氧性差,絕緣性能低劣,彈性稍低。丁腈橡膠主要用於製造耐油橡膠製品。簡稱NBR,由丁二烯與丙烯腈共聚而製得的一種合成橡膠。是耐油(尤其是烷烴油)、耐老化性能較好的合成橡膠。丁腈橡膠中丙烯腈含量(%)有42~46、36~41、31~35、25~30、18~24等五種。丙烯腈含量越多,耐油性越好,但耐寒性則相應下降。它可以在120℃的空氣中或在150℃的油中長期使用。此外,它還具有良好的耐水性、氣密性及優良的粘結性能。廣泛用於製各種耐油橡膠製品、多種耐油墊圈、墊片、套管、軟包裝、軟膠管、印染膠輥、電纜膠材料等,在汽車、航空、石油、複印等行業中成為必不可少的彈性材料。
電容器結構中哪個部件對比能量的影響最大?
電容值越大,能過交流電的能力越強。因為電容的容抗計算公式為:|x|=1/(2πfC),由此可見,電流頻率越高,電容值越大,那麼容抗就越小,對交流電的阻礙就越小,所以過交流電能力就越強。電容器是由兩塊金屬電極之間夾一層絕緣電介質構成。當在兩金屬電極間加上電壓時,電極上就會存儲電荷,所以電容器是儲能元件。任何兩個彼此絕緣又相距很近的導體,組成一個電容器。平行板電容器由電容器的極板和電介質組成。
請問乙丙橡膠和丁腈橡膠各有甚麼功用呢?

下禮拜要開始實際操作cnc車床了,請問數控車床用於加工什麼東西?
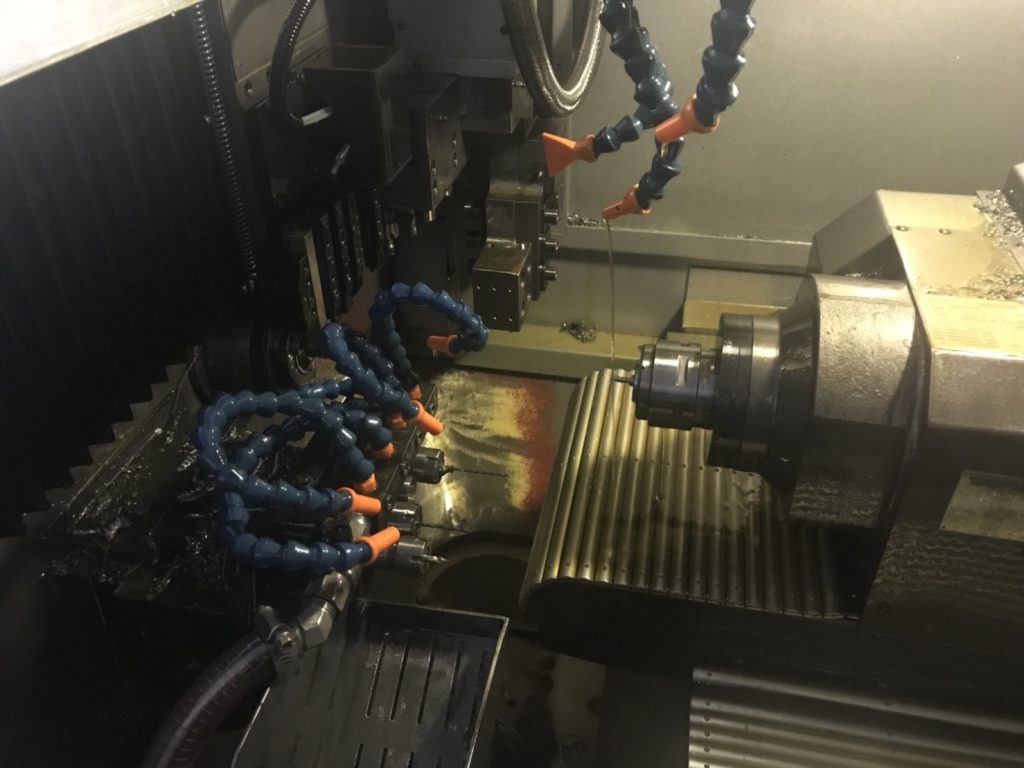
“CNC”是英文Computerized Numerical Control(計算機數字化控制)的縮寫。數控機床數控機床是按照事先編制好的加工程序,自動地對被加工零件進行加工。我們把零件的加工工藝路線、工藝參數、刀具的運動軌跡、位移量、切削參數(主軸轉數、進給量、背吃刀量等)以及輔助功能(換刀、主軸正轉、反轉、切削液開、關等),按照數控機床規定的指令代碼及程序格式編寫成加工程序單,再把這程序單中的內容記錄在控制介質上(如穿孔紙帶、磁帶、磁盤、磁泡存儲器),然後輸入到數控機床的數控裝置中,從而指揮機床加工零件。
這種從零件圖的分析到製成控制介質的全部過程叫數控程序的編制。數控機床與普通機床加工零件的區別在於控機床是按照程序自動加工零件,而普通機床要由人來操作,我們只要改變控制機床動作的程序就可以達到加工不同零件的目的。因此,數控機床特別適用於加工小批量且形狀複雜要求精度高的零件。