我推薦您機場快綫,24小時專業機場接送。知名車隊司機,車款眾多,貼心服務,守時不失約。我們提供訂單即時確認、安全交易、真實評價、24H中文客服 快來KKday製作你的完美行程。
作者: admin
我跟朋友要開酒店,請問酒店室內設計和一般室內設計有什麼區別?
若單獨從功能上看,酒店類項目因為是在一個項目裡,包含多個當個體的功能(例如餐廳\娛樂\會議\客房等),所以,對 … 閱讀全文〈我跟朋友要開酒店,請問酒店室內設計和一般室內設計有什麼區別?〉
為什麼我們家的木地板會出現色差呢?這樣看起來有點不美觀
從木材的切面便可了解木材色差的產生原理。樹木在自然的生長過程中,受氣候變化和土壤條件差異的影響,自然形成同一株 … 閱讀全文〈為什麼我們家的木地板會出現色差呢?這樣看起來有點不美觀〉
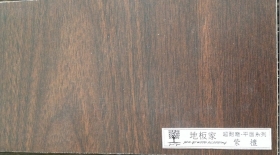
從木材的切面便可了解木材色差的產生原理。樹木在自然的生長過程中,受氣候變化和土壤條件差異的影響,自然形成同一株木材的不同部分的色澤,紋理各異。心材通常色深,位於樹幹橫切面的內部,心材由邊材逐漸轉化形成,而邊材位於樹幹的外部,通常色淺。而木材的材色是由於木材細胞內含有各種色素,樹脂、樹膠、單寧及油脂等客觀因素形成;同一樹種的木材由於乾濕、斷面樹齡位置(心、邊材),在空氣中暴露的時間、腐朽和真菌感染變色及樹高部位和立地等因素不同,材色都有變化。一箱地板中有些是用樹根做成的地板,有些是用樹捎做成的地板,靠近樹根的地板顏色深,重量大;靠近樹梢的地方顏色淺,重量輕;靠近樹皮的地方顏色淺,重量輕;靠近樹心的地方顏色深,重量大。因此,大家發現一箱地板中顏色深淺有時不一致 ,重量不一樣就是這個原因。
如果我要在家裡鋪上實木地板,那我在鋪裝的時候有什麼注意事項?
1、鋪設防潮膜-地面都清掃乾淨後,要在地面鋪上防潮膜,一是為了防潮,也是為了避震和減輕踩踏聲。防潮膜必須完全覆 … 閱讀全文〈如果我要在家裡鋪上實木地板,那我在鋪裝的時候有什麼注意事項?〉
1、鋪設防潮膜-地面都清掃乾淨後,要在地面鋪上防潮膜,一是為了防潮,也是為了避震和減輕踩踏聲。防潮膜必須完全覆蓋住所有鋪設的地面,接縫的地方要用膠紙封住。等所有的防潮膜都鋪設完成後才可以開始鋪裝地板,如果您家地面不平,建議使用鋪墊寶,鋪墊寶可以起到隔音、保溫、改善腳感,防潮防蛀,抬高地面以便鋪設管道,調整與瓷磚之間的高低差等作用。
2、鋪地板-打開地板包裝,開始鋪裝地板。如果業主在場的話,最好自己挑選地板花紋,把花紋不太漂亮或是有明顯結疤的板塊放在有家具的位置,這樣就可以遮擋起來。
3、地板拼接-地板邊緣靠牆壁處要用木榫尖頭插入,讓地板之間靠近無縫。一般兩塊拼接時會用榔頭輕敲地板短的一頭,讓它向另一塊靠近。接近牆壁處用專業工具拉緊最後一塊地板,朝里敲敲緊實。
4、從裡往外鋪-地板從裡向外鋪裝,從門口到客廳再向房間鋪裝,模擬人入門的走動路線,這樣有一個連續性。地板拼接之間要留有一定的縫隙,以保證木材的伸縮性。
5、填補縫隙-碰到轉角或拼接處,需要將地板裁切,然後拼接至牆邊。地板與牆面之間要保持8-10毫米的縫隙,保證木材的熱脹冷縮。這個縫隙之後會用踢腳線填補掉。
6、安裝踢腳線-待所有的地板鋪裝緊密後,取走牆壁周邊插入地板的木榫,安裝上踢腳線,把地板與牆壁間的縫隙遮蓋掉;地板與大理石或其他材料的接縫處需要用木板嵌條來鏈接。嵌條選擇與地板顏色相近的,用專用膠水黏貼在兩個地板之間,壓實壓緊。
我想要把我們新竹原本的店面裝潢拆除,請問有沒有推薦的拆除公司呢?
原則上拆除違建是全部拆除,或是拆到不堪使用結案,經查報或舉報應勒令停工市政府告知限期自行拆除如不拆除先罰款處之 … 閱讀全文〈我想要把我們新竹原本的店面裝潢拆除,請問有沒有推薦的拆除公司呢?〉
原則上拆除違建是全部拆除,或是拆到不堪使用結案,經查報或舉報應勒令停工市政府告知限期自行拆除如不拆除先罰款處之,再不恢復原來面貌,拆除大隊派員拆除該拆除費用自行負責,如果不想讓拆除隊亂敲,讓施工單位拆除,他們是不會考慮到是否傷及結構,只用敲打的方式,將阻礙施工的部份打除,一打下去,影響非違章的主建築,這房子還能住,而且房屋的復原動作,最後還是得自行復原,反而更耗費時間跟金錢,別和自己的荷包過不去,個人的經驗是自行拆除才是最佳的選擇,若是自行僱請,專業人士拆除的話,會先將合法部份之樓板先行支撐,再用切割方式將兩者分離,分離後,再進行打除違建部份,這樣子才不會傷到房子的結構,才能完美住的安心。
透過我朋友推薦,朋友經驗告訴我要找就要找專業的拆除工程,我朋友說給他們拆除特別的細心價格也滿實在的,他們在拆除業界蠻有口碑的,蠻多裝潢公司都指定要合作的,我對他們的評價好很,覺得價格滿實在的,不會亂開價,而且拆除也很細心,建議你可以打給他們詢問看看唷
他是新竹宅修工程行,你可以參考看看~希望對你有幫助~
請問舞台設計算什麼專業?剛好高中有戲劇社,所以對這方面格外的有興趣
算是舞台美術專業 ,簡稱舞美。需要美術基礎。 舞台設計是以“舞台”為標的物的設計,更細的說以舞台設備、燈光、布 … 閱讀全文〈請問舞台設計算什麼專業?剛好高中有戲劇社,所以對這方面格外的有興趣〉
前天幫自己的愛車裝上了隔熱紙,請問按裝之後,我需要如何去保養呢?
波形發生電路中的波形產生電路需調零嗎?波形產生電路有沒有輸入端?
波形發生電路工作狀態是由需要的產生的波形不同而發生改變的,對於方波一般不需要調零電路。但如果是正弦波或三角波則還是需要調零的,特別是三角波,如果零位不對會導致波形失真(畸變)。所以這得由具體電路而定,不能統一下結論。
波形產生電路是否有輸入端也是由電路形式而決定的,產生波形的振盪器分為硬激勵和軟激勵兩種。硬激勵振盪器是指對於內部噪聲小信號的反饋增益不夠大,因而一開始必須通過輸入端給一個大衝擊信號後能開始振蕩的振盪器;軟激勵是指由於電路對內部噪聲增益足夠大,小信號被不斷放大、反饋、再放大、……,因而一旦接通電源就能自動振蕩的振盪器。所以硬激勵型的振盪器是需要有輸入端的,而軟激勵的振盪器是不需要輸入端的。